|
宁波百华数控机械有限公司 
| 联系人:潘友健 先生 (销售) |
 |
| 电 话:0574-86283050 |
|
手 机:13685707982  |
|
 |
|
 |
|
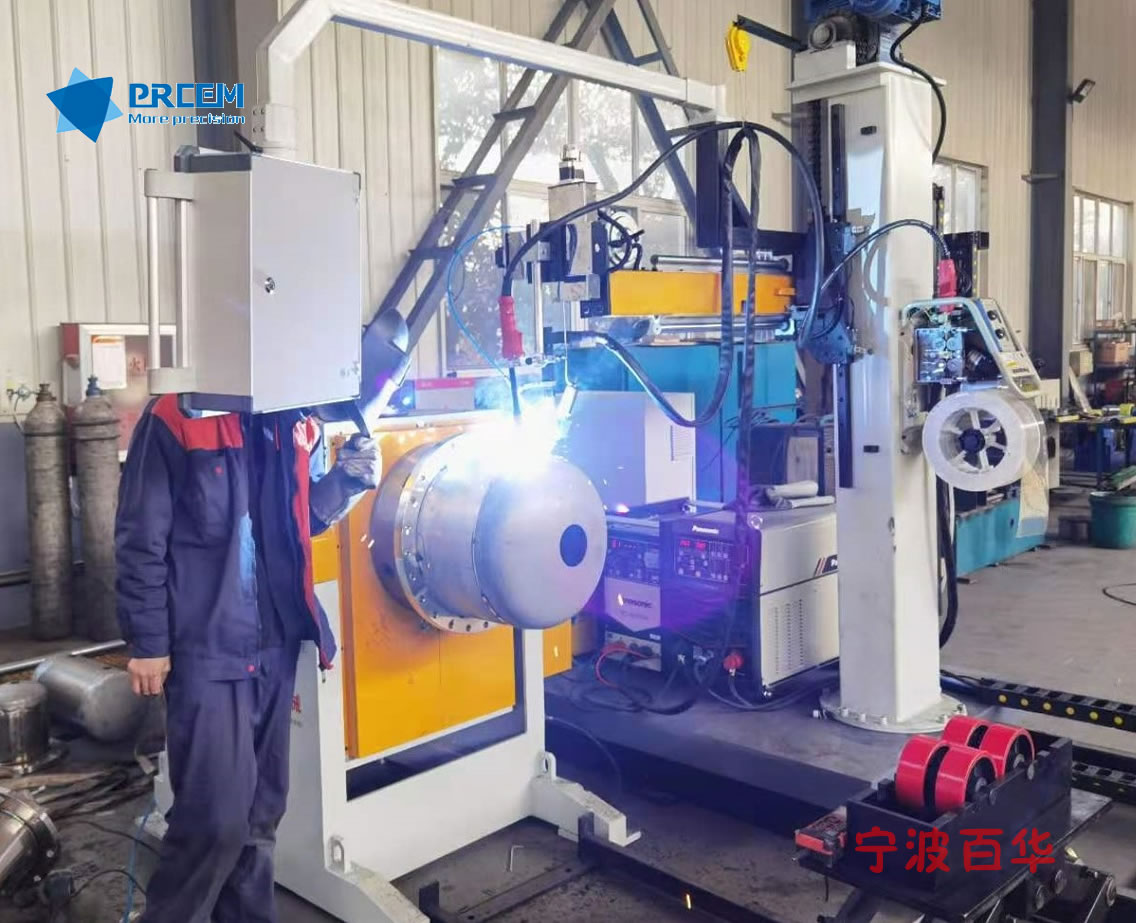
| PPEW短管卡盘式自动焊机 |
定制设备型号/参数:PPEW-4/PPEW-10/PPEW-12
适用管径(mm):ϕ20-100 ϕ30-219 ϕ30-325
适用壁厚:2-20mm
工件材质:不锈钢、碳钢、合金钢等
焊丝直径:ϕ0.8~ϕ1.2,15KG或20KG盘丝
焊接速度(mm/min):TIG:70-150
精密型翻转变位机:卡盘驱动电机:精密步进电机,功率1000W
卡盘驱动型式:步进细分无极调速
卡盘驱动扭矩:120N.M
卡盘驱动调速范围:0-5r/min
卡盘翻转变位:0-90°(用于短-法兰的变位倾斜角度焊接)
卡盘翻转方式:手轮带动涡轮蜗杆旋转变位
卡盘中心高:660mm(含机座)
承载重量:水平 250KG,倾斜/垂直120KG
精密型移动式悬臂焊接机:悬臂左右行走方式:电动,功率90W
悬臂行走导向方式:齿轮齿条+高精密直线导轨
悬臂行走速度:2900mm/min
悬臂升降驱动方式:电动,功率370W
悬臂升降导向方式:齿轮齿条+高精密直线导轨
悬臂升降速度:1750mm/min
悬臂升降行程:450mm
数控线性摆动器(TIG/MAG):结构组成:上下、左右十字结构
主体材质 航空铝合金主体结构
传动结构 步进电机+高精密滚珠丝杆+精密直线导轨
摆幅单位 0.5mm
摆动行程 60mm
摆幅设置 0-30mm
摆动频率 20-60次/分钟
停留时间 0-3秒
氩弧焊弧长跟踪系统(TIG选配) 功 能 当管子坡口不标准时,焊枪能实现自动浮动调节
AVC跟踪速度 10~1000mm/min
AVC跟踪灵敏度 >±0.2V
WSP管道焊接专家控制系统 PLC+人机界面,集成管理控制各种焊接工艺参数,操作者“速学速会”,缩短设备“投入-产出”周期
人机交互控制方式: PLC模块+触摸屏(人机界面)+功能按钮、开关
操作方式:通过触摸屏输入数据,利用手持遥控盒功能按钮进行过程控制
触摸屏:台湾威伦
设备使用安全 设备电气符合CE认证要求,绝缘安全等级/标准H/IP23
各功能动 |
|
|